ru
ru
 English
English  Français
Français  中文简体
中文简体  عربى
عربى  Español
Español 

дисковый гранулятор процесс Принцип работы заключается в непрерывном вращении неглубокой наклонной чаши, которая превращает влажный порошкообразный материал в сферические гранулы все большего размера и одинакового размера за счет сочетания центробежной силы, силы тяжести и контролируемого добавления жидкости. Это один из наиболее эффективных и широко используемых методов агломерации в различных отраслях промышленности, от переработки железной руды и производства удобрений до горнодобывающей, химической и перерабатывающей промышленности, обеспечивающий стабильное качество окатышей при высокой производительности при относительно низких затратах энергии.
Что такое дисковый гранулятор и чем он отличается от других методов гранулирования?
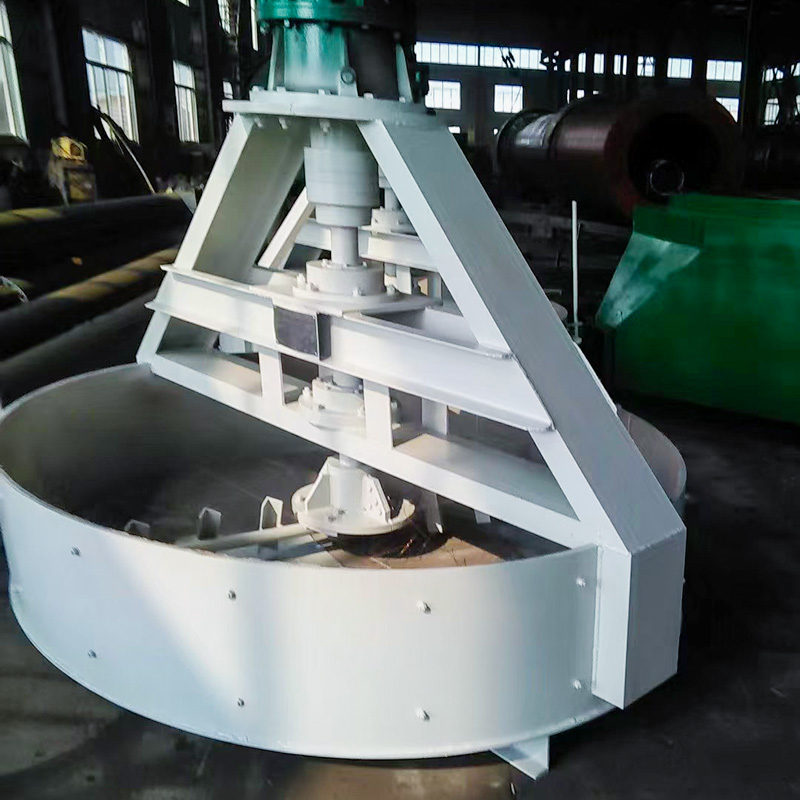
Дисковый гранулятор, также называемый лотковым гранулятором или диском-гранулятором, представляет собой круглую вращающуюся наклонную пластину, которая агломерирует мелкий порошок или влажный материал в круглые плотные гранулы путем переворачивания. В отличие от барабанных грануляторов или систем на базе экструдеров, конструкция открытого диска позволяет операторам визуально контролировать формирование гранул в режиме реального времени и немедленно регулировать угол, скорость или добавление связующего.
процесс дискового гранулятора представляет собой форму влажной агломерации: мелкий сухой или полувлажный исходный материал подается на вращающийся диск, жидкое связующее (обычно вода или химический раствор) распыляется на материал, а действие прокатки заставляет частицы сталкиваться и связываться, превращаясь из мелких ядер в готовые гранулы в течение нескольких минут.
key structural components of a disc pelletizer include:
- disc pan — плоская или слегка вогнутая круглая пластина, обычно диаметром 1–7,5 метра, изготовленная из углеродистой стали или износостойкого сплава.
- rim or side wall — удерживает материал в прокатном стане и контролирует время пребывания окатышей
- drive system — узел электродвигателя и коробки передач, контролирующий скорость вращения диска (обычно 5–20 об/мин).
- tilt adjustment mechanism — позволяет устанавливать угол диска от 40° до 60° от горизонтали, контролируя классификацию и выгрузку готовых пеллет
- Скребки — фиксированные ножи, которые предотвращают слеживание материала на поверхности диска и обеспечивают равномерную поверхность прокатки.
- Система распыления — форсунки, расположенные над диском, которые подают контролируемое количество связующей жидкости к прокатываемому материалу.
Как поэтапно работает процесс дискового гранулятора?
дисковый гранулятор process follows a continuous, self-classifying cycle in which small particles grow into finished pellets and are automatically discharged over the rim without interrupting the feed stream. Такая самоклассификация является одним из наиболее важных преимуществ дискового гранулятора перед системами периодического гранулирования.
Этап 1 — Введение корма
Сухой или предварительно кондиционированный мелкодисперсный порошок непрерывно подается на нижнюю часть вращающегося диска, обычно через ленточный конвейер или шнековый питатель. Скорость подачи точно дозируется — обычно измеряется в тоннах в час (т/ч) — и должна быть согласована с производительностью диска и целевым размером гранул для поддержания стабильного прокатного слоя.
Этап 2 — Добавление связующей жидкости
Одновременно на прокатное полотно распыляется связующая жидкость — чаще всего вода, но иногда бентонитовая суспензия, раствор патоки или химические связующие. Содержание влаги в прокатном слое имеет решающее значение: слишком мало жидкости приводит к образованию порошкообразного несвязанного материала; слишком большое количество приводит к образованию слишком крупных, хрупких гранул или «влажных» агломератов. Для большей части железной руды процессы дискового гранулирования , целевой диапазон влажности составляет от 8,5% до 10,5% по массе .
Этап 3 — Зарождение и рост
Когда диск вращается, отдельные мелкие частицы сталкиваются и слипаются из-за поверхностного натяжения жидкости и капиллярных сил, образуя крошечные зародышевые кластеры, называемые «ядрами». Эти зародыши непрерывно движутся через катящийся слой, собирая на своей поверхности дополнительные частицы в процессе, называемом расслоением. Вращение диска создает спиральную схему прокатки, благодаря которой каждая частица проходит через активную зону распыления несколько раз за оборот.
Этап 4 — Самоклассификация и дифференциация роста
Это определяющая характеристика процесс дискового гранулятора . По мере того как гранулы становятся больше и тяжелее, центробежная сила и наклонная геометрия диска заставляют их мигрировать к верхнему краю диска. Более мелкие и более легкие частицы остаются ниже на диске, в зоне активного роста. Такое естественное разделение по размеру означает, что диск непрерывно сортирует гранулы по размеру без какого-либо дополнительного просеивающего оборудования.
Этап 5 — Выгрузка пеллет
Когда окатыши достигают заданного размера (обычно от 8 до 16 мм для железной руды и от 2 до 10 мм для удобрений), они достигают края диска и выгружаются на конвейерную ленту для последующей обработки (сушки, обжига, просеивания или охлаждения). Поскольку разгрузка происходит под действием силы тяжести и избирательна по размеру, выходной поток имеет естественно узкое распределение по размерам, часто достигая более 85% пеллет находятся в пределах ±2 мм от заданного диаметра без вторичного скрининга.
Какой метод гранулирования лучше: дисковый гранулятор, барабанный гранулятор или экструдер?
дисковый гранулятор process delivers superior size uniformity and real-time process control compared to drum pelletizers, while extruders excel at non-spherical, high-density forms that neither pan nor drum pelletizers can produce. right choice depends on feed characteristics, target pellet geometry, production volume, and downstream process requirements.
| Критерии | Дисковый гранулятор | Барабанный гранулятор | Экструдер-пеллетизатор |
| Форма гранул | сферический | Примерно сферическая | Цилиндрический / разнообразный |
| Однородность размера | Отлично (самоклассификация) | Умеренная (требуется скрининг) | Отлично (контролируемый штампом) |
| Видимость процесса | Полная (открытая конструкция) | Нет (закрытый барабан) | Ограниченный |
| Пропускная способность | Умеренная (до ~200 т/ч на единицу) | Высокая (до 500 т/ч) | Низкий – средний |
| След | Компактный | Большой | Умеренный |
| Чувствительность корма к влаге | Высокий (узкий диапазон) | Умеренный | Низкий (способен к сухому или влажному режиму) |
| Капитальные затраты | Нижний | Умеренный | Высшее |
| Легкость настройки | Очень легко (угол, скорость, распыление) | Умеренный | Требуется смена штампа |
| Типичные отрасли | Железная руда, удобрения, горнодобывающая промышленность, химикаты | Калий, заполнитель, биомасса | Пластмассы, пищевая, фармацевтическая промышленность |
Таблица 1: Сравнительный анализ дисковых грануляторов, барабанных грануляторов и экструдерных грануляторов по девяти эксплуатационным и экономическим критериям.
Каковы ключевые переменные процесса, которые контролируют производительность дискового гранулятора?
Производительность дискового гранулятора определяется в первую очередь пятью взаимозависимыми переменными: углом диска, скоростью вращения, скоростью подачи, содержанием влаги и типом связующего. И оптимизация всех пяти одновременно – это то, что отличает высокопроизводительные операции гранулирования от сложных.
1. Угол наклона диска
tilt angle of the disc — typically set between 40° и 60° от горизонтального положения — самый мощный рычаг регулирования размера гранул. Более крутой угол сокращает время пребывания гранул на диске, в результате чего получаются гранулы меньшего размера. Меньший угол позволяет гранулам проводить больше времени в прокатном слое, позволяя формироваться более крупным и округлым гранулам. Самый коммерческий дисковое гранулирование операции точно настраивают угол с шагом 1–2° для достижения целевого размера продукта.
2. Скорость вращения диска
Скорость вращения, измеряемая в об/мин, контролирует центробежную силу, приложенную к прокатному стану. Более высокие скорости увеличивают центробежную силу, что улучшает округлость и плотность гранул, но может сократить время пребывания. Оптимальная скорость обычно выражается в процентах от критической скорости — числа оборотов в минуту, при котором материал будет прижат к стенке диска центробежной силой. Большинство дисковые грануляторы работать в 50–75% критической скорости для достижения наилучших результатов.
3. Содержание влаги и норма добавления связующего.
Влажность – наиболее чувствительная ко времени переменная в процесс дискового гранулятора . Идеальное окно влажности узкое — обычно всего 1–2 процентных пункта в ширину — и зависит от материала. Автоматизированные системы управления распылением, использующие датчики влажности в реальном времени, могут поддерживать добавление связующего в пределах ±0,2% влажности, что значительно улучшает консистенцию по сравнению с ручным контролем распыления.
4. Скорость подачи и распределение частиц корма по размерам.
incoming feed must be fine enough to bond effectively — generally below 200 микрон (0,2 мм) для большинства применений, по крайней мере, 80% проходят через 100 меш (150 микрон) для гранулирования железной руды. При более грубом питании получаются более слабые гранулы с более шероховатой поверхностью. Постоянная скорость подачи (избегая скачков и пропусков) одинаково важна для поддержания стабильной глубины прокатного стана и равномерной скорости роста окатышей.
5. Высота обода диска
height of the retaining rim controls the volume of material held on the disc at any moment (the "bed depth"). A deeper bed extends residence time and allows larger pellets to form. Rim height is usually fixed at installation but can be modified with adjustable rim extension rings during commissioning and scale-up trials.
Почему процесс дискового гранулирования используется во многих отраслях промышленности?
дисковый гранулятор process is industry-agnostic because its core physics — tumble agglomeration on an inclined rotating surface — applies to any fine, moistenable powder that needs to be converted into a free-flowing, dense, consistently sized granule.
| Промышленность | Материал гранулированный | Типичный размер гранул | Цель |
| Железная руда/Сталь | Железорудный концентрат | 8–16 мм | Доменная печь / питание DRI |
| Удобрения | НПК, мочевина, ДАП, МАП | 2–6 мм | Равномерное внесение почвы |
| Горное дело / Минералы | Медная, никель, хромитовая мелочь | 6–20 мм | Кучное выщелачивание/питание плавильных печей |
| Цемент / Известь | Печная пыль, летучая зола | 5–15 мм | Переработка пыли, улучшение почвы |
| Обращение с отходами | Осадки сточных вод, твердые биологические вещества | 3–10 мм | Сокращение свалок, биотопливо |
| Сельскохозяйственная известь | Кальцитовый/доломитовый известняк | 2–8 мм | Коррекция pH почвы |
| Керамика/Огнеупоры | Глинозем, кремнезем, бокситы | 5–25 мм | Прессование, подача для спекания |
Таблица 2. Промышленное применение процесса дискового гранулятора с указанием типичных перерабатываемых материалов, диапазонов размеров гранул и последующих целей в семи основных отраслях промышленности.
Как процесс дискового окомкования используется на заводах по окомкованию железной руды?
Окатыш железной руды с использованием дисковых окомкователей является одним из наиболее технологически сложных и коммерчески значимых применений этого процесса, при котором ежегодно производятся миллиарды тонн доменных печей и окатышей прямого восстановления (DRI).
В типичной железной руде дисковое гранулирование завода, технологическая цепочка протекает следующим образом:
- Приготовление корма — Железорудный концентрат смешивается со связующим, чаще всего бентонитовой глиной, в количестве 0,5–1,0% по массе в высокоинтенсивном смесителе для гомогенизации влаги и распределения связующего перед попаданием на диск.
- Дисковое гранулирование — Кондиционированный концентрат подается на диски большого диаметра (обычно 5–7,5 метров), вращающиеся со скоростью примерно 6–10 об/мин и углом диска 45–50°, производящие сырые (необожженные) окатыши диаметром 9–16 мм.
- Скрининг зеленых пеллет — Выгруженные окатыши проходят через роликовое сито или вибрационное сито для удаления недоразмера (возвращаются на диск) и превышения размера (измельчаются и перерабатываются).
- Уплотнение (обжиг) — Просеянные сырые окатыши обжигают в передвижной колосниковой, колосниковой или шахтной печи при температуре 1250–1350°С для их спекания и закалки в готовые железорудные окатыши с прочностью на сжатие более 2500 Н на окатыше.
- Охлаждение и проверка продукции — Обожженные окатыши охлаждаются, просеиваются до размера конечного продукта (обычно 9–16 мм для подачи в доменную печь) и транспортируются на склад или прямую загрузку.
Мировое производство железорудных окатышей превысило 500 миллионов тонн в год по состоянию на 2023 год, с дисковые грануляторы на их долю приходится значительная доля общих мощностей по производству окатышей, особенно в Бразилии, Швеции и Канаде, где имеется много мелкозернистых концентратов.
Каковы преимущества и ограничения процесса дискового гранулирования?
дисковый гранулятор process offers exceptional size control, process transparency, and operational flexibility, but it requires careful moisture management and is less suited to very high throughput applications where drum pelletizers have an edge.
Ключевые преимущества
- Самоклассифицирующий разряд — Устраняет или значительно снижает потребность в оборудовании для сортировки после гранулирования, что позволяет сэкономить капитальные и эксплуатационные затраты. Распределение по размерам у хорошо настроенного диска, естественно, уже, чем у барабанного гранулятора.
- Визуальный мониторинг процессов в режиме реального времени — Операторы могут непосредственно наблюдать за прокатным полотном и немедленно выявлять и устранять такие проблемы, как переувлажнение, скачки подачи или скопление скребков, что невозможно при использовании барабанных грануляторов.
- Простая и быстрая настройка параметров — Угол диска, скорость вращения и скорость распыления можно изменять во время работы диска, что позволяет изменять размер продукта за считанные минуты без остановки производства.
- Более низкие капитальные затраты на единицу — Дисковые грануляторы механически проще и компактнее, чем барабанные грануляторы эквивалентной производительности, требуют меньше строительных конструкций и более простой фундамент.
- Энергоэффективность — дисковый гранулятор process обычно потребляет 1–3 кВтч на тонну продукта, который конкурирует с барабанными грануляторами и намного уступает экструдерным системам по эквивалентной производительности.
- Масштабируемость за счет параллельных модулей — Вместо масштабирования одного большого устройства (что увеличивает риск) емкость обычно увеличивается путем параллельного добавления дополнительных дисков, что позволяет осуществлять модульные поэтапные капитальные вложения.
Ключевые ограничения
- Узкое окно измерения влажности — дисковое гранулирование process чувствителен к колебаниям влажности. Колебания влажности сырья или опрыскивания более чем на ±1% могут привести к значительному изменению размера гранул или вызвать нестабильность слоя.
- Ограниченная максимальная пропускная способность на единицу — Производительность однодискового гранулятора обычно ограничена примерно 100–200 т/ч в зависимости от диаметра диска и плотности материала, по сравнению с барабанными грануляторами, производительность которых может превышать 500 т/ч на единицу.
- Открытая конструкция требует контроля пыли — Поскольку диск открыт для атмосферы, для подачи пыльных материалов требуются кожухи, местная вытяжная вентиляция и иногда системы туманообразования для контроля неорганизованных выбросов пыли.
- Абразивный износ поверхности диска и скребков. — Твердые абразивные материалы (железная руда, бокситы, хромиты) изнашивают гильзы дисков и лезвия скребков. Замена футеровки — это расходы на регулярное техническое обслуживание, которые необходимо учитывать в эксплуатационных бюджетах.
Как устранить распространенные проблемы в процессе дискового гранулятора
Большинство проблем с дисковым гранулятором связано с одной из четырех основных причин: дисбалансом влажности, неравномерностью подачи, несоосностью скребков или неправильными настройками геометрии диска. Знание того, какие симптомы соответствуют какой причине, позволяет операторам быстро решать проблемы, не останавливая производство.
| Симптом | Вероятная причина | Корректирующие действия |
| Гранулы слишком мелкие / порошкообразные выделения | Недостаточная влажность или крутой угол диска. | Увеличьте скорость распыления; уменьшить угол диска на 2–3° |
| Пеллеты слишком крупные/комкуются | Излишняя влага или малый угол диска. | Уменьшите разбрызгивание; увеличить угол диска на 2°; проверить влажность корма |
| Слеживание материала на поверхности диска | Износ или несоосность скребка | Осмотрите и отрегулируйте зазор лезвия скребка; заменить изношенные скребки |
| Гранулы неправильной/несферической формы | Грубая подача, низкая частота вращения или низкая влажность. | Проверьте тонкость помола корма; немного увеличить обороты; увеличить распыление |
| Нестабильная подвижная платформа / пульсирующая | Непостоянная скорость подачи | Калибровка питателя; установить уравнительный бункер или вариатор |
| Слишком много пыли с диска | Корм слишком сухой или распылительная форсунка заблокирована | Проверить работу форсунок; предварительно увлажнить корм; добавить вложение |
Таблица 3: Распространенные проблемы в процессе работы дискового гранулятора, их наиболее вероятные причины и рекомендуемые корректирующие действия для операторов установки.
Часто задаваемые вопросы о процессе дискового гранулирования
Вопрос: В чем разница между дисковым гранулятором и тарельчатым гранулятором?
terms disc pelletizer, pan pelletizer, and pan granulator all refer to the same basic equipment — наклонный вращающийся диск, который агломерирует мелкий материал в сферические окатыши или гранулы. «Окомкователь» чаще встречается в железорудной и горнодобывающей промышленности; «Гранулятор» чаще используется в контексте производства удобрений и химической обработки. Основополагающий дисковое гранулирование process идентичен.
Вопрос: Какие связующие используются в процессе дискового гранулятора?
most widely used binder in disc pelletizing is bentonite clay, typically at 0.5–1.5% by weight. Другие связующие включают органические связующие (карбоксиметилцеллюлоза, гуаровая камедь), известь, патоку, силикат натрия и специально разработанные синтетические связующие. Выбор зависит от требований конечного использования — например, железорудные окатыши для доменной печи требуют низкого загрязнения кремнеземом, поэтому на некоторых операциях органические или синтетические связующие с низким содержанием кремнезема предпочтительнее бентонита.
Вопрос: Насколько большим может быть дисковый гранулятор?
Коммерческие дисковые грануляторы варьируются от небольших лабораторных установок диаметром 0,5–1,0 м до больших промышленных дисков диаметром 7,5 м и более. Дисковый диск диаметром 7,5 м, перерабатывающий железорудный концентрат, может производить примерно 150–200 тонн сырых окатышей в час. Для большинства применений удобрений стандартными являются диски диаметром 3–5 м, обеспечивающие производительность 20–80 т/ч в зависимости от материала и размера мишени.
Вопрос: Может ли дисковый гранулятор работать с липкими или гигроскопичными материалами?
Липкие и гигроскопичные материалы можно перерабатывать на дисковых грануляторах, но для этого требуются модифицированные материалы футеровки диска, более агрессивная конструкция скребков и более строгий контроль влажности окружающей среды. Сильно липкие корма (например, руды с высоким содержанием глины или смеси удобрений, содержащие мочевину) могут потребовать нанесения антипригарного покрытия на поверхность диска или добавления сухих кондиционирующих веществ в корм перед тем, как он достигнет диска.
Вопрос: Как измеряется прочность гранул после процесса дискового гранулятора?
Прочность сырых (необожженных) пеллет измеряется с помощью испытания на число падения и испытания на прочность на сжатие. drop number test counts how many times a single pellet survives a 45 cm drop onto a steel plate before breaking — typical targets are 5 or more drops. Compressive strength of green pellets is typically 1–3 kg per pellet. Fired (indurated) pellets are measured by compressive strength alone, with blast furnace grade pellets requiring a minimum of 2,500 N (approximately 250 kg) per pellet.
Вопрос: Подходит ли процесс дискового гранулятора для непрерывной промышленной эксплуатации 24 часа в сутки, 7 дней в неделю?
Да, дисковые грануляторы предназначены для непрерывной круглосуточной промышленной эксплуатации. , с плановыми интервалами технического обслуживания, обычно составляющими 3–6 месяцев, для проверки вкладышей диска и замены скребков. Многие заводы по производству окатышей железной руды работают дисковый гранулятор контуров 330 дней в году с минимальными незапланированными простоями, поскольку простая механическая конструкция — отсутствие сложных внутренних устройств и закрытых вращающихся сосудов под давлением — делает техническое обслуживание доступным и быстрым.
Вопрос: Какие последние инновации применяются в процессе дискового гранулятора?
most impactful recent innovations in disc pelletizing are real-time moisture control automation, machine vision pellet sizing systems, and digital twin simulation. Автоматизированный контроль распыления с помощью датчиков влажности ближнего инфракрасного диапазона (NIR) позволяет поддерживать влажность корма в пределах ±0,1%, что значительно снижает количество некондиционной продукции. Камеры машинного зрения, расположенные над диском, могут отслеживать распределение гранул по размерам в режиме реального времени и передавать данные обратно в систему управления. Модели цифровых двойников позволяют операторам моделировать поведение диска перед внесением изменений в физические параметры, что сокращает время простоя методом проб и ошибок.
Заключение: почему процесс дискового гранулирования остается незаменимым в промышленном производстве
дисковый гранулятор process has remained at the heart of global industrial agglomeration for over seven decades because it delivers a combination of capabilities no other single technology can match: continuous self-classifying size control, real-time process visibility, energy efficiency, and broad material compatibility.
От производства сотен миллионов тонн железорудных окатышей, которыми питается мировая сталелитейная промышленность, до создания гранул удобрений одинакового размера, которые повышают урожайность сельскохозяйственных культур на всех континентах, дисковое гранулирование Этот процесс незаметно лежит в основе некоторых из наиболее важных материальных потоков в мировой экономике.
Поскольку отрасли все больше внимания уделяют эффективности процессов, сокращению отходов и цифровой оптимизации, дисковый гранулятор развивается — интегрируя данные датчиков в реальном времени, автоматизированные системы управления и моделирование цифровых двойников для достижения уровня согласованности и эффективности, который был невозможен даже десять лет назад. Для инженеров, руководителей заводов и проектировщиков процессов, оценивающих технологию агломерации, понимающих основы процесс дискового гранулятора это не просто полезно — это необходимо.