 ru
ru
 English
English  Français
Français  中文简体
中文简体  عربى
عربى  Español
Español 
Тэнпэн
Тэнпэн
Тэнпэн
Тэнпэн
Тэнпэн
Тэнпэн
Тэнпэн
Тэнпэн
Тэнпэн
Тэнпэн
Тэнпэн
Тэнпэн

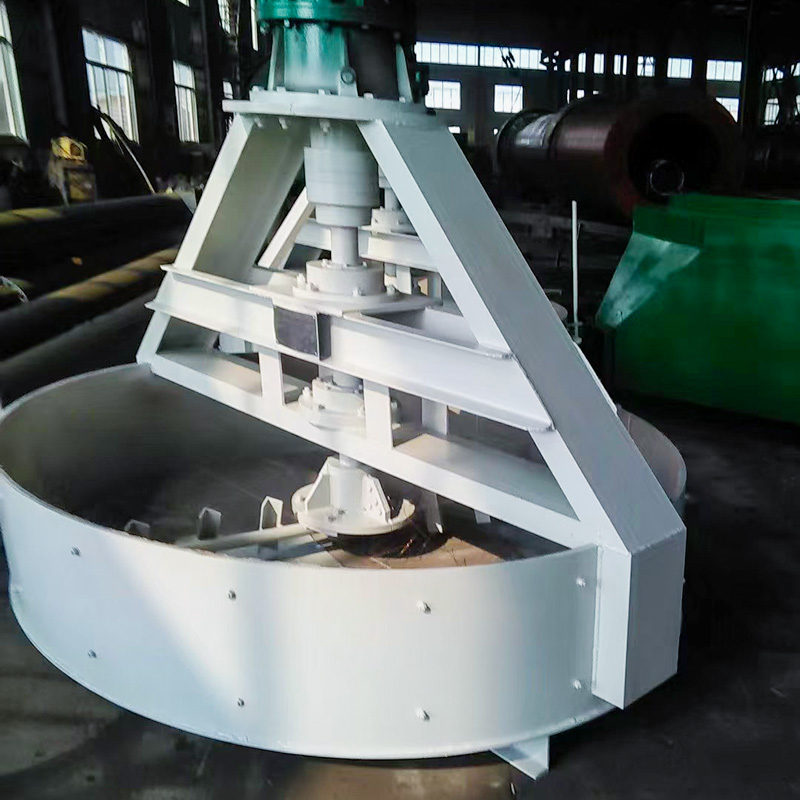
В шлифовальной машине используется бесступенчатая система регулирования скорости, позволяющая легко подобрать скорость шлифования, подходящую для обработки различных компонентов. Благодаря применению электропневматического пропорционального клапана с замкнутой обратной связью давление регулируется независимо. Верхняя плита оснащена функцией медленного опускания, эффективно предотвращающей разрушение тонких и хрупких заготовок. С помощью времениреле и счетчика шлифования можно точно задавать и контролировать время шлифования и количество циклов в соответствии с требованиями обработки. Режим давления настраивается во время работы, а при достижении заданного времени шлифования или скорости вращения срабатывает автоматическая сигнализация об отключении, обеспечивая полуавтоматическую работу.
Метод регулирования переменной скорости шлифовальных станков состоит из трех этапов: начального, формального и конечного. На начальном этапе шлифовальный инструмент вращается с большей скоростью, на формальном этапе – с постоянной скоростью, а на конечном этапе – с меньшей скоростью. Его особенность заключается в том, что на начальном этапе шлифования ускорение скорости шлифовального инструмента при ручном управлении увеличивается от нуля до умеренной величины. Когда скорость шлифовального инструмента достигает половины формальной скорости шлифования, изменение ускорения проходит через точку перегиба, и ускорение контролируемой скорости шлифовального инструмента уменьшается от максимального значения до умеренной, пока скорость инструмента не достигнет формальной скорости шлифования, а ускорение – до нуля.
Используя характеристики фиксированного абразивного шлифования, распределение плотности абразива на шлифовальном инструменте рационально рассчитывается на основе относительного распределения плотности траектории движения между заготовкой и инструментом. Таким образом, износ шлифовального инструмента в процессе обработки не влияет на точность его поверхности, что значительно повышает точность поверхности заготовки и устраняет проблемы с ремонтом инструмента. При плоском неподвижном абразивном шлифовании вращательное движение шлифовального инструмента является основным, а движение заготовки – вспомогательным. В большинстве случаев заготовка плавает и прижимается к инструменту, а характер ее движения неизвестен. Поэтому необходимо проанализировать нагрузку на заготовку, чтобы определить ее напряженное состояние и закон движения. Заготовку рассматривают как отдельное тело всей шлифовальной системы, устанавливают дифференциальное уравнение баланса сил для заготовки и решают его, чтобы получить закон движения.
Хост шлифовального станка приводится в движение двигателем регулирования скорости, оснащенной системой снижения высокой мощности, плавным запуском и остановкой, и работает гладко. Благодаря согласованному шлифовальному движению верхнего и нижнего шлифовальных дисков, солнечного диска и планетарного диска в процессе обработки формируются четыре направления и скорости, обеспечивая эффективную работу при одновременном шлифовании верхней и нижней поверхностей. Нижний шлифовальный диск может подниматься и опускаться для облегчения загрузки и выгрузки заготовок. Пневматическое устройство изменения направления солнечной шестерни обеспечивает точный контроль точности и скорости шлифования с обеих сторон заготовки. По выбору оснащаются корректирующими дисками, используемыми для исправления ошибки параллельности верхнего и нижнего шлифовальных дисков.
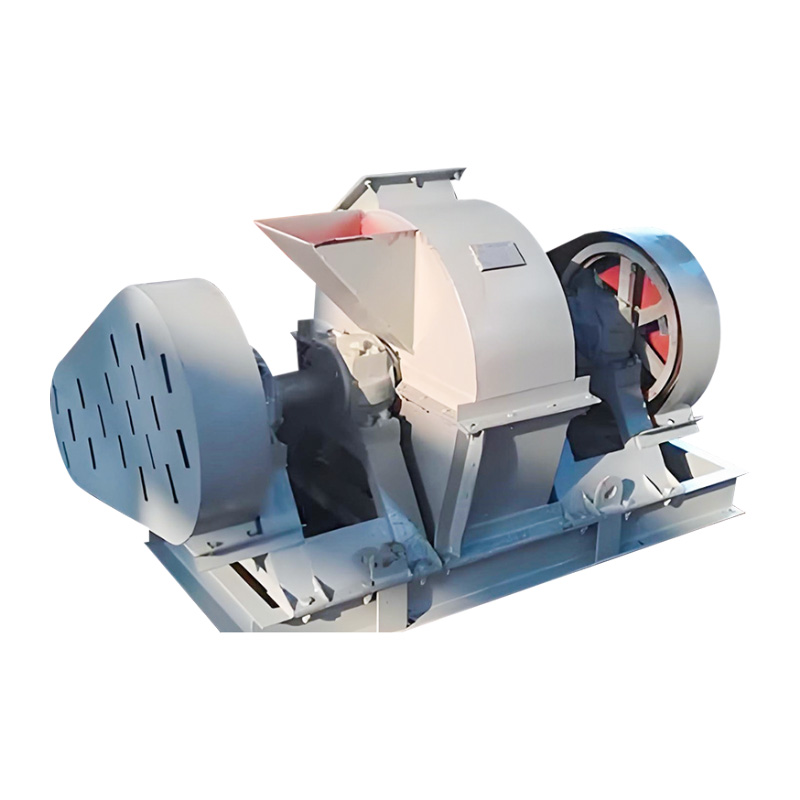
Измельчитель корзин унаследовал характеристики процесса дисперсного измельчения, реализуемого в одной машине и одном процессе, и может использоваться отдельно в качестве диспергатора (при расположении диспергирующего диска в рабочем положении и не опущенной измельчающей корзине). Для материалов, требующих измельчения, может быть достигнута функция сначала диспергирования, затем измельчения (при опускании измельчающей корзины в рабочее положение материал эффективно измельчается).
Наши основные продукты









ЗАЛЕЗАЙ
СВЯЖИТЕСЬ С НАМИ
СВЯЖИТЕСЬ С НАМИ
-
 № 68, улица Шуанлоу, город Кутан, город Хаймэнь, Хайан, Цзянсу
№ 68, улица Шуанлоу, город Кутан, город Хаймэнь, Хайан, Цзянсу -
Тел:
 +86-13914355558/18994158908
+86-13914355558/18994158908 -
Электронная почта:
 tp@tp-machinery.com
tp@tp-machinery.com
Авторское право © 2025 Nantong Alisen Environmental Protection Technology Co., Ltd.
ВСЕ ПРАВА ЗАЩИЩЕНЫ.
![]()